作業工程Work Process
高精度に仕上げる“仕組み”がある。
製造フロー
-
1.材料

-
2.洗浄

油・汚れを除去します。 -
3.熱処理

焼鈍は全て無酸化焼鈍炉を使用しており、スケールが付かないため、酸洗処理が不要で表面肌が非常に綺麗に仕上がります。 -
4.先付
専用機により管端部を絞り加工します。 -
5.伸管

冷間引抜加工による高精度な寸法レンジを実現。 -
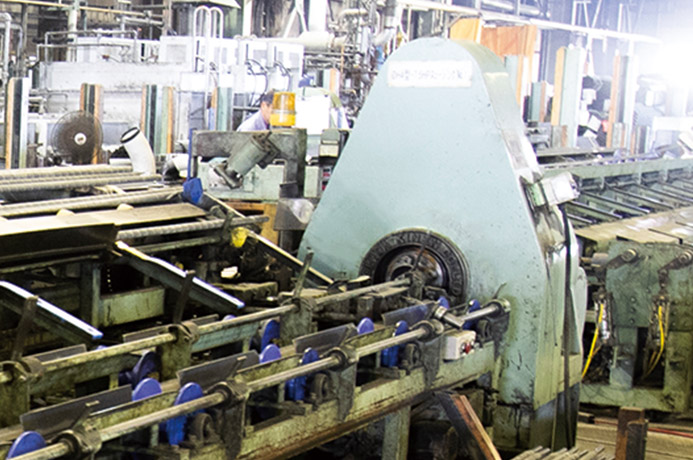
6.切断

特殊刃具を使用することで、切断面が綺麗になります。 -
7.矯正

多ロールによる調整で、曲り精度を高めています。 -
8.非破壊検査

渦流探傷装置を用いることで、高い検出精度でキズ等を発見できます。 -
9.検査

製品検査では、“外面目視検査を全数実施”しており、検査員一人一人が真心を込めて製品作りをしています。 -
10.梱包・出荷